2. Токарный станок по дереву
С помощью такого станка можно выточить балясины для крыльца и лестницы на мансарду, сделать точеные детали к наличникам, затейливые элементы внешней и внутренней отделки дома, детали мебели и многое другое.
Основу токарного станка по дереву составляет однофазный электродвигатель мощностью около 1 кВт или трехфазный электродвигатель мощностью около 1,5 кВт, включенный по конденсаторной схеме. Лучше выбрать электродвигатель с пониженным числом оборотов в минуту, не более 1500 (желательно около 600-800).
О конденсаторных схемах включения трехфазных двигателей в однофазную сеть необходимо рассказать подробнее.
Имеется большой выбор трехфазных электродвигателей, однако не все они пригодны для включения в однофазную сеть по конденсаторной схеме. Так, например, хороши для этих целей двигатели серий АО, А02, Д, АОЛ, АПН, УАД и некоторые другие. Имеются электродвигатели с номинальным напряжением 127/220 В (номинальное напряжение электродвигателя указано на паспорте-этикетке на его корпусе). Такие электродвигатели подключают к сети 220 В через конденсаторы только по схеме "звезда" (λ). Электродвигатели с номинальным напряжением 220/380 В - по схеме "треугольник" (Δ).
Для получения максимально возможной мощности на валу электродвигатели подключают к однофазной сети 220 В по схеме, показанной на рис. 117, а. Переключатель SA2 позволяет осуществить реверс ротора двигателя.
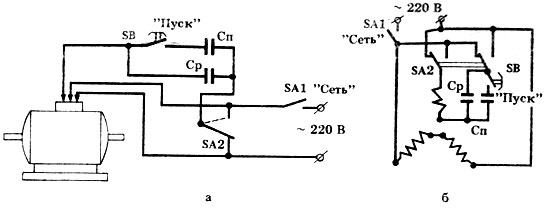
Рис. 117. Для получения максимально возможной мощности на валу электродвигатели подключают к однофазной сети 220 В
Емкость рабочего конденсатора для электродвигателя с номинальным напряжением 127/220 В определяют по формуле:
| Сρ(λ) = 2750 | I | (мкФ), |
| V |
где
| I | P | ; |
| 1,73V х η х cosф |
I - рабочий ток, А;
V - рабочее напряжение (220 В);
η - КПД двигателя;
cos - косинус потерь.
Две последние величины указываются в паспорте- этикетке.
Для электродвигателя с номинальным напряжением 220/380 В, выполненного по схеме "треугольник", емкость рабочего конденсатора определяют по формуле:
| Cρ(Δ) = 4800 | I | (мкФ). |
| V |
Пусковые конденсаторы (С) в обеих схемах выбирают емкостью в 1,5-2,0 раза больше, чем рабочие. Конденсаторы для перечисленных схем должны быть с бумажной изоляцией (марок МБГО, МБГП и т. п.) и рассчитаны -на рабочее напряжение не менее 350 В: Если электродвигатель с номинальным напряжением 127/220 В, выполненный по схеме "звезда", имеет выведенные на клеммную колодку концы (где можно производить переключение обмоток), то применяют схему (рис. 117, б), дающую наибольшую достижимую мощность на валу.
Пуск электродвигателя осуществляют следующим образом. Нажимают кнопку "Пуск" и включают выключатель "Сеть". Как только электродвигатель наберет обороты, отпускают кнопку "Пуск". Если при выбранном рабочем конденсаторе двигатель при работе сильно нагревается, подбирают оптимальный вариант, уменьшая или увеличивая емкость рабочего конденсатора.
На ось двигателя станка устанавливают планшайбу (рис. 118, а). Она имеет центральный конус и четыре переставных. На них насаживается заготовка и надежно фиксируется. Для мелких деталей используют планшайбу меньших размеров.

Рис. 118. На ось двигателя станка устанавливают планшайбу
Второй конец заготовки закрепляют в центре (рис. 118, б). Он представляет собой уголковый держатель, сваренный из стали толщиной 4-5 мм. К держателю приварена обойма, в которую вставлен с натягом шарикоподшипник. В центральное отверстие шарикоподшипника запрессована стальная точеная втулка с резьбой под центр. Центр представляет собой стальной заостренный стержень толщиной не менее 16 мм со сплошной резьбой по всей длине и двумя лысками на конце (для заворачивания центра). С помощью трех гаек центр крепится во втулке. Ограничительная шайба плотно насаживается на заостренный конец. При установке станка на верстаке необходимо следить, чтобы центральный конус планшайбы и конус центра находились на одной линии, т. е. были бы соосны. При любом перемещении центра эта соосность должна строго соблюдаться.
На верстаке во время работы станка устанавливают подручники (рис. 118, в). Их обычно делают трех размеров: длинный, средний и малый. Последний делают так, чтобы он мог крепиться к верстаку под разными углами. На подручник опирается при работе резец.
Резцы можно сделать из плоских напильников (рис. 118, г). Черновой (обдирный) резец имеет полукруглую форму. Угол заточки его для твердых пород дерева около 25°, для мягких - около 35°. Чистовые резцы в плане косые (с углом 70-80°), угол заточки их 20-30°. Иногда чистовые резцы делают с односторонней заточкой. Общая длина резца (с ручкой) около 500 мм.
Станок обязательно оборудуют двумя деревянными брусами сечением 80X80 мм, так называемыми отбойниками (рис. 118, в). Они предназначаются для отбрасывания заготовки в сторону, если она сорвется со станка.
До начала работы на станке подбирают заготовку (желательно без сучков, сухую). Для наружных деталей обычно используют осину, она хорошо выдерживает внешние воздействия. Для внутренних деталей лучше брать липу - она легко обрабатывается. Для ответственных силовых деталей подходят бук или дуб. Хвойные породы плохо обрабатываются на токарном станке.
Рассмотрим, например, изготовление балясин. Сначала выстругивают четырехугольный брус. На торцах рисуют окружность и топором обстругивают начерно цилиндрическую заготовку.
Заготовку приставляют к планшайбе станка так, чтобы конус встал точно в центр размеченной окружности. Слегка ударяют молотком по другому концу заготовки, чтобы обозначились углубления от всех пяти конусов планшайбы. По этой разметке сверлят пять отверстий сверлом диаметром вдвое меньше, чем диаметр каждого конуса у основания. Глубина отверстий - три диаметра сверла. На другом торце также высверливают по разметке отверстие для центра.
Вставляют заготовку в станок. Для этого ударом молотка насаживают ее на конус планшайбы до упора и подводят под отверстие центр. Ставят стопорную шайбу и заворачивают центр так, чтобы стопорная шайба слегка вдавилась в торец заготовки. Завинчивают левую гайку до упора во втулку (рис. 118, б). С другой стороны держателя также навинчивают первую гайку до упора во втулку и второй гайкой контрят ее.
Устанавливают длинный подручник и отбойники. Включают двигатель. Обдирным резцом начинают снимать стружку не толще 1-2 мм (в зависимости от твердости дерева). Резец держат крепко двумя руками и следят, чтобы он все время опирался на подручник (рис. 118,в). Для того чтобы лезвие резца стачивалось равномерно, его подводят к заготовке под разными углами.
Заготовку обрабатывают начерно до тех пор, пока диаметр ее не станет на 1,5-2,0 мм больше намеченного. Затем работу ведут уже чистовым резцом. Резец подводят к заготовке так, как это показано на рис. 118, д, причем лезвие его наклонено по отношению к образующей цилиндра.
Получив нужный диаметр, приступают к разметке балясины по длине с помощью подготовленного шаблона. Ее ведут острым концом чистового резца (рис. 118, е). Таким же образом протачивают все узкие переходы (рис. 118, ж). Остальную обработку (закругления, конусные части и т. д.) выполняют чистовым резцом, как обычно (рис. 118, д). Контроль осуществляют шаблонами, прикладывая их к детали и добиваясь, чтобы очертания детали точно совпадали с обводами шаблона.
Готовую деталь, не снимая ее со станка, шлифуют абразивными шкурками (шкурку складывают в узкую полоску и, удерживая за края, подводят к детали). Окончательно деталь полируют древесной стружкой: зажимая горсть стружки в руке, прижимают ее к поверхности вращающейся детали.
Стропы грузовые - пройдите по ссылке http://komplektacya.ru/gruzopodjemnoe-oborudovanie/stropy-gruzovye/
|
|
При копировании обязательна установка активной ссылки:
http://townevolution.ru/ 'История архитектуры и градостоительства'