3. Свободная ковка
В простейшей кузнице необходимо иметь горн, наковальню и небольшой набор инструмента.
Горн. Основу самодельного горна составляет ведро-бадья из черного железа (рис. 119, а). Ведро устанавливают на землю или крепят на специальном металлическом столике, что более удобно. В нижнюю часть ведра вставляют трубу такого диаметра, чтобы на нее плотно насаживался патрубок пылесоса. У пылесоса для облегчения работы снимают все фильтры (он должен работать на нагнетание воздуха).
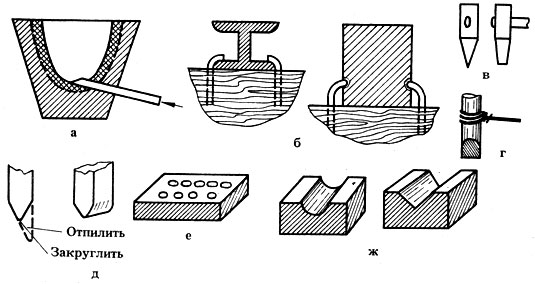
Рис. 119. Горн
Ведро внутри обмазывают обычной глиной. Ее наносят слоями толщиной 2-3 см. Каждый слой хорошо просушивают и только затем кладут следующий. Верхний слой делают толщиной 5-7 мм из смеси: сухой каолин (или любая огнеупорная сухая глина) - 9 м. ч., бура прокаленная - 1 м. ч., вода - 2 м. ч. Каолин (глину) и буру тщательно перемешивают в эмалированной посуде, подливают воду и все еще раз тщательно размешивают. Смесь должна напоминать густое тесто.
Полученную смесь укладывают на глину и выравнивают. После полного высыхания смеси ее затирают мокрыми руками, добавляя понемногу смесь (т. е. убирают все появившиеся трещины). Если надо, то поверхность затирают еще раз.
После полной просушки горн заполняют древесным углем, подключают пылесос и разжигают уголь. Обмазку прокаливают докрасна, все время подкладывая уголь. После остывания горн готов. Он может работать при температуре до +1600°С.
Кроме древесного угля (он дает самую низкую температуру), в горне можно сжигать каменный уголь (антрацит) и кокс.
Наковальня. Простейшую наковальню можно сделать из отрезка крупного тавра или крупной стальной заготовки (рис. 119, б).
Инструмент. Для кузнечных работ необходимо купить три молотка весом 0,5; 1,0 и 2,0 кг, а также полукувалду. Ее переделывают (насаживают на ручку длиной около 70 см).
Кузнечное зубило (рис. 119, в) иногда можно приобрести в магазинах. Если это не удается, его делают из обычного крупного зубила, прикрепив к нему ручку из проволоки диаметром 3,5-4,0 мм (рис. 119, г). Таким же образом делают различные кузнечные пробойники, просечки и т. п.
Гладилка - кузнечный инструмент, которым разравнивают разогретый металл после протяжки. Ее с успехом можно заменить второй полукувалдой с длинной ручкой.
Раскатку для кузнечных работ с успехом заменяет крупный молоток с переделанным бойком (рис. 119, д).
Гвоздильня - приспособление, в котором формуют шляпки заклепок и специальных гвоздей, делают из подходящего бруска стали на сверлильном станке (рис. 119, е).
Самостоятельно можно сделать и так называемые подкладки, на которых гнут заготовки (рис. 119, ж).
Кузнечные клещи - обычно это первый инструмент, который должен сделать себе начинающий кузнец. С их помощью достают раскаленные детали из горна, держат заготовки во время ковки. На рис. 120, а показан максимальный набор сечений губок кузнечных клещей. Из них необходимо выбрать нужные. Для работы с большими поковками требуются клещи длиной 65-70 см, для малых поковок - 25-30 см.
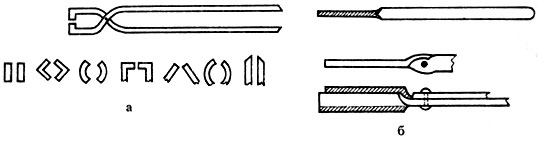
Рис. 120. Максимальный набор сечений губок кузнечных клещей
Самые первые клещи делают без нагрева. Стальную полосу сечением 3X20 мм зажимают в тиски и подходящим инструментом (например, газовым ключом) поворачивают в намеченном месте на 90° (рис. 120, б). Также поступают со второй полосой. Затем в полосах сверлят отверстия и соединяют их заклепкой из подходящего гвоздя. В местах перегиба полос их подтачивают напильником (заштрихованные части), чтобы губки этих примитивных клещей сходились.
О металлах для ковки. Во многих городах открываются магазины "Сделай сам", "Умелые руки" и т. п. Надо надеяться, что в них будут продаваться и отходы стали. Пока умельцы довольствуются подручными материалами, в основном это вышедший из строя инструмент и детали машин (см. приложение 12).
Приемы свободной ковки. Все кузнечные работы проводят с разогретым металлом. Сталь разогревают в горне до температуры примерно 1200°С. На глаз эту температуру определяют по цвету заготовки. Температуре 1200°С соответствует светло-желтый цвет (см. приложение 12).
Рубку металла осуществляют на наковальне с помощью зубила. Углеродистые стали обыкновенного качества и низколегированные рубят за один проход. Качественные и легированные стали надрубают с одной стороны и окончательно рубят с другой (рис. 121, а).
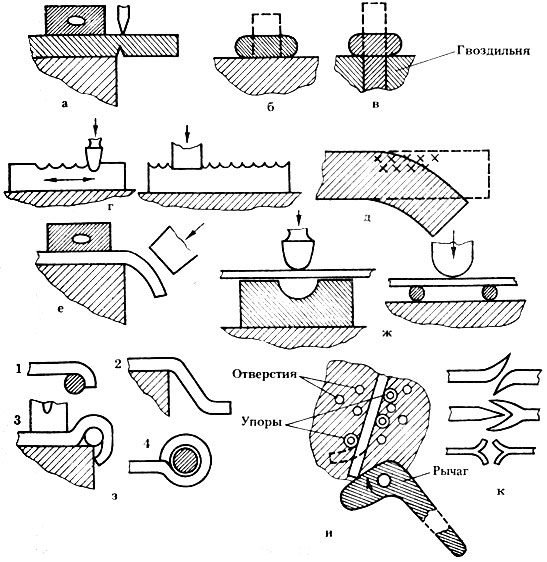
Рис. 121. Приемы свободной ковки
Осадку заготовки производят тогда, когда необходимо из толстой заготовки сделать более тонкую деталь (рис. 121, б). Один из вариантов осадки - формовка головки заклепки (гвоздя) в гвоздильне (рис. 121, в).
Протяжка необходима при получении полос. Ее проводят в два приема. Сначала раскаткой "растягивают" металл. Затем снова разогревают металл и с помощью гладилки выравнивают поверхность (рис. 121, г).
Гибка металла - наиболее часто встречающаяся операция при ковке. Рассмотрим некоторые варианты гибки.
Гибку полосы в плоскости производят, ударяя молотком по растягиваемой стороне (на рис. 121, д места ударов показаны крестиками).
Перпендикулярно плоскости полосу гнут на краю наковальни (рис. 121, е), прижимая полосу к наковальне полукувалдой.
Гибку полосы (прутка) в середине проводят на подкладке или на двух прутках с помощью раскатки или молотка (рис. 121, ж).
Заделка петли - часто встречающаяся кузнечная операция. Ее осуществляют следующим образом. Сначала разогретый конец заготовки (прутка) гнут на шпераке (конусообразном конце) наковальни или закрепленном на наковальне прутке (рис. 121, з, позиция 1). Затем на ребре наковальни делают вторую гибку (позиция 2). Прижимая заготовку полукувалдой, начинают гнуть петлю (позиция 3). И наконец, на прутке замыкают петлю (позиция 4).
Если необходимо изготовить большое количество гнутых массивных деталей и ранее рассмотренное приспособление (рис. 19) помочь не может, используют кузнечное гибочное приспособление (рис. 121, и). Оно располагается непосредственно на наковальне или специальной плите и представляет собой откованный для этих целей поворачивающийся на оси рычаг и набор стальных прутковых упоров, которые можно переставлять в отверстиях наковальни (плиты). Детали гнут в разогретом состоянии.
Кузнечная сварка. Кузнечной сваркой можно соединять в основном стали с содержанием углерода до 0,3%, марганца до 0,7%, кремния, фосфора и серы до 0,005%.
Сталь для сварки нагревают до температуры 950-- 1050°С (оранжевый цвет разогретой детали) и посыпают флюсом. Флюс - смесь равных частей мелкого кварцевого песка, прокаленной буры и поваренной соли. Затем нагревают до температуры 1350-1370°С (ослепительно белый цвет), сбивают шлак, складывают детали и проковывают.
Перед кузнечной сваркой концы свариваемых деталей разделывают, как показано на рис. 121, к.
Текстильные стропы канатные - пройдите по ссылке http://komplektacya.ru/gruzopodjemnoe-oborudovanie/stropy-gruzovye/tekstilnye/
|
|
При копировании обязательна установка активной ссылки:
http://townevolution.ru/ 'История архитектуры и градостоительства'